
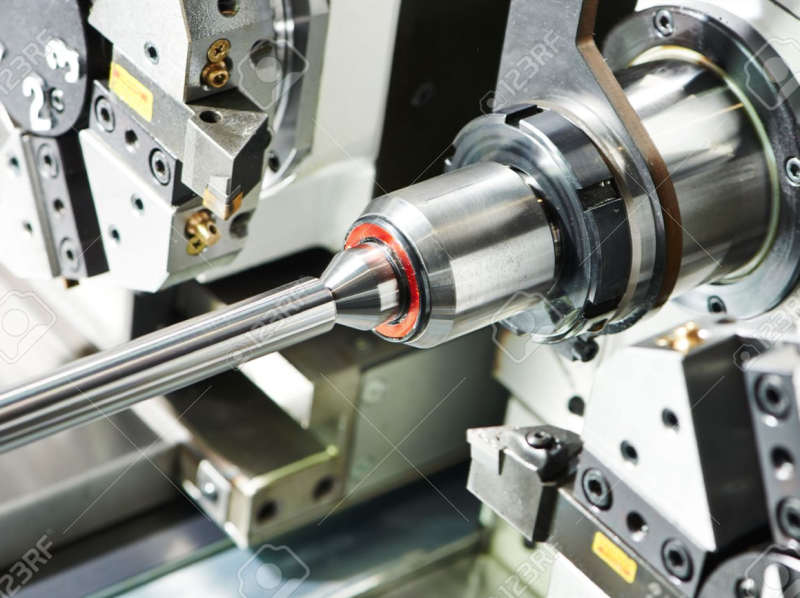
车铣复合加工中心误差检测与修正措施分析
加工中心空间误差检测策略现阶段,检测加工中心空间误差数值通常采用ISO国际标准法和对角线距离测量法。后者依据的测量方法能够有效检测各个误差数值,同时具有测量方式简单、测量过程省时、花费成本低等优势,是我国进行加工中心空间误差判定的主要方法。在车铣复合加工中心的加工区间内选取一个底平面为矩形的空间高度为检测对象,将误差检测装置固定在矩形顶点的对角线位置,确保起点与终点在同一条线上。假设车铣复合加工中心的起点与终点都向某个方向做矢量运动。将选定空间的长、宽、高设定为nX、nY以及nZ,并设定坐标系统的正方向为P、负方向为N,那么PPP则表示某个点从原点到指定点(nX,nY,nZ)所形成的对角线矢量,且能够确定该矢量在X、Y以及Z三个平面均为正方向,用同样的方法可以推理出NPP、PNP以及PPN。
加工中心空间误差修正措施
要对加工中心空间误差进行修正,必须结合空间误差检测的主要办法,同时对数控加工编程中G代码就行修改,运用对角线距离测量法修正角度检测中的偏差值。将修正前后的检测值进行比较,其中要保证修正前与修正后两者的检查措施、激光头等部件的固定方位一致。如表1所示,为修正前与修正后对角线偏差值的对比。对表1中数据进行分析可以得出,4种类型的对角线偏差值最小为11.95μm,最大为51.18μm,相应的精度提升最大为82.75%,最小为32.61%,表明空间参数修正取得了良好的成效。电压脉冲发现均为低电平,无电压状况,表明此发射板发生故障。更换新发射板后重新检测,故障排除。
从故障产生的部位来看
从故障产生的部位来看,故障主要集中在硬件的电源前端、后端及一些外部设备上,也有一些软件出现故障。例如,飞利浦IE33型彩超在进行三维操作时,操作人员预先设定的成像角度会在操作过程中自动缩小,且调整角度的旋钮无法正常工作。针对此现象,在排除了三维探头、三维探头控制板等可能出现的硬件故障后,推测可能为软件故障。在重新安装IE33型彩超相同版本的软件后,仪器恢复正常,故障排除。可见,在上述一系列常见故障中,均存在相应的软、硬件故障。
仪器维护与保养
仪器的日常维护与保养非常重要,可以延长仪器的使用寿命,提高医疗服务质量。
设备的维护定期检查
彩超设备的外观及性能,并定时清洗仪器的重要部件;检查仪器各电线有无损坏漏电情况,电线的连接是否有老化脱落等;检查仪器散热风扇是否运转正常;检查设备工作的运行环境,包括温度、湿度、外部电源以及噪声等。
超声探头的保养
超声探头是贵重物件,使用时必须轻拿轻放,不得碰撞探头;超声探头会因接触有机溶剂而开裂损坏或被油性物腐蚀,故避免接触有机溶剂或油性物,但可用酒精类有机溶剂擦拭;不得高温消毒;保护探头透镜面;探头使用完毕后,必须要将探头上的耦合剂擦拭干净。
结语
对飞利浦IE33型彩超常见故障的分析与检修,有助于加强设备操作人员对仪器的系统认识,提高操作人员对仪器故障分析与维修的实践应用能力,为今后的检修工作提供参考。






